


Besseres Kleben durch Atmosphärendruckplasma
Zusammenspiel von Oberflächenrauheit und Oberflächenenergie bei Polyethylen
Autor: Prof. Dr. rer. nat. Arne Bender, Dipl.-Ing. Sabine Fricke, Alicianne Hocke, B. Sc., – Technische Hochschule Lübeck, Fachbereich MW
Datum: 10/2024
Zuerst veröffentlicht: Kunststoffe 10/2024
Zusammenfassung
Das Team von Prof. Dr. Arne Bender der Technischen Hochschule Lübeck untersucht im folgenden Artikel das Zusammenspiel von Oberflächenrauheit und Oberflächenenergie bei Polyethylen und wie besseres Kleben durch Atmosphärendruckplasma erreicht werden kann. Für die Oberflächenbehandlung mit Atmosphärendruckplasma wurde unter anderem der PiezoBrush PZ3 von relyon plasma verwendet.
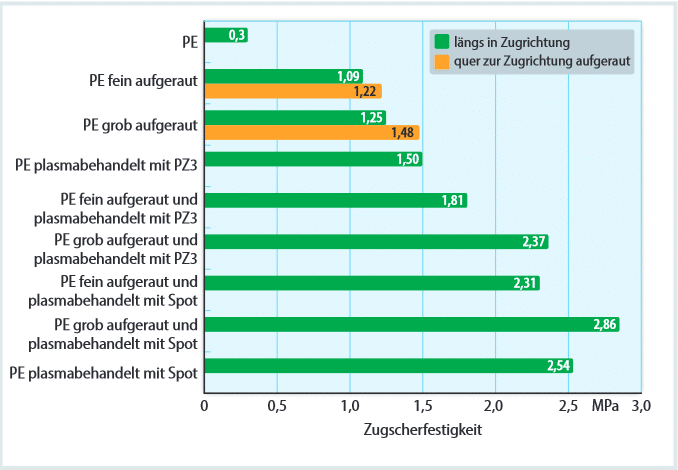
Eine höhere Rauheit, besonders die grobe mikroskalige Rauheit, sorgt für größere Zugscherwerte (siehe Abbildung). Eine quer zur Zugrichtung durchgeführte mechanische Aufrauhung liefert noch höhere Werte. Generell gilt, dass eine nachfolgende Plasmabehandlung zu noch höheren Werten führt, wobei der T-SPOT mit einer leichten Substraterwärmung die höchsten Werte erzeugt.
Die nicht aufgeraute und mit dem PZ3 plasmabehandelte Probe zeigt, dass eine Plasmabehandlung eine Zugscherfestigkeitserhöhung bewirkt (siehe Abbildung). Eine vorherige Aufrauhung verbessert aber diese Werte, wobei eine grobe mikroskalige Rauheit die besten Ergebnisse liefert. Die nicht aufgeraute und mit dem T-SPOT plasmabehandelte Probe verdeutlicht, dass die höhere Leistung des Plasmageräts ein zusätzliches leichtes Aufschmelzen im Bereich der Oberfläche und eine Rauheitserhöhung bewirkt. Dies ist bereits ausreichend, um höhere Zugscherwerte als bei der fein aufgerauten und mit dem T-SPOT behandelten Probe zu erreichen. Die besten Werte liefert aber die grobe mikroskalig aufgeraute Probe mit einer anschließenden Plasmabehandlung mit dem T-SPOT.
Fazit
Für eine sichere Verklebung von PE ist eine grobe mikroskalige Rauheit hilfreich. Diese Spitzen können den Zugscherkräften besser standhalten und beim Verkleben auch etwas verbogen werden sowie ein Verhaken von Klebstoff und PE-Oberfläche bewirken. Für die Rauheit sind die üblichen Parameter zu bestimmen und dabei durch eigene produktspezifische Untersuchungen die optimalen Werte zu ermitteln. Die Rauheit kann als eine hinreichende Bedingung für eine sichere Verklebung angesehen werden.
Für PE-Bauteile ist es sinnvoll, über Kontaktwinkelmessungen die Oberflächenenergie, unterteilt in dispersen und polaren Anteil, zu bestimmen und über geeignete Verfahren, wie etwa umweltfreundliche Atmosphärendruckplasmabehandlungen oder eine Haftvermittlerbeschichtung, diese Werte so zu verändern, dass diese denen des Klebstoffs entsprechen. Das bewirkt eine bessere Oberflächenbenetzung von Klebstoff und PE-Oberfläche und die Ausbildung von sekundären Bindungen und somit eine bessere Adhäsion. Eine erhöhte, abgestimmte Oberflächenenergie kann als eine notwendige Bedingung für eine sichere Verklebung angesehen werden. Leistungsstärkere Atmosphärendruckplasmabehandlungen gestatten neben der Oberflächenaktivierung auch gleichzeitig ein gezieltes Aufrauen. Dabei gilt es zu beachten, dass stärkerer aber nicht zu starker Ionenbeschuss und ein entsprechender Wärmeeintrag größere aber auch glattere (grobe mikroskalige) Rauheitspitzen entstehen lassen.
Eine Herausforderung ist nun, die Rauheiten (hinreichendes Kriterium) und die Oberflächenenergie (notwendiges Kriterium) für die jeweiligen Werkstoffe so aufeinander abzustimmen, dass sich sichere und zuverlässige Verklebungen ergeben.
Den gesamten Artikel können Sie hier herunterladen.
