


Kristalline Thermoplaste: ein Fall für Plasma
Atmosphärische Plasmabehandlung führt bei teilkristallinen Polymeren zur optimalen strukturellen Verklebung
Viele thermoplastische Kunststoffe lassen sich sehr schlecht verkleben. Eine Aktivierung mit Atmosphärendruck-Plasma steigert in nur einem Prozessschritt die Haftkraft der Verbindung erheblich. Die genauen Gründe hierfür sind jedoch überraschend. Ist Atmosphärendruck-Plasma mehr als nur heiße Luft?
Die Wirkung der Plasmabehandlung auf eine Oberfläche ist thermischer, chemischer und elektrischer Natur und hängt von den eingestellten Prozessparametern ab. Dabei spielen Arbeitsabstand, Art des Prozessgases, eingestellte Anregungsleistung und Bearbeitungsgeschwindigkeit, aber auch die Eigenschaften des Substrates eine wichtige Rolle. Teilkristalline Polymere haben einige Charakteristika, die sie für eine Vorbehandlung mit Plasma besonders geeignet machen, so dass die Haftkraft einer Verklebung signifikant gesteigert werden kann. Untersucht man die Gründe hierfür genauer, treten interessante Effekte zutage.
Modelsystem und Tests
Als Modellsystem für entsprechende Versuche wurde ein Polyoxymethylen Homopolymer (POM-H) gewählt. Dieses besitzt einen Kristallisationsgrad von bis zu 90%; seine Eigenfarbe ist wegen der hohen Kristallinität opak weiß und bleibt bis zur Schmelztemperatur von ca. 175-178 °C unverändert. Ab 220°C beginnt sich POM thermisch zu zersetzen und setzt Formaldehyd frei.
Für die Klebeversuche wurden ein typisches 2K-Epoxidharz Klebstoffsystem benutzt (Epoxidharz-Schnellkleber ESK-50 der Fa. Würth, Künzelsau). Alle Versuche wurden mit einem integrierten atmosphärischen Plasmasystem (Typ: plasmacell 300, Hersteller: relyon plasma GmbH, Regensburg) durchgeführt.
Zug-Scherversuche belegten anschließend eine deutliche Steigerung der Haftkraft um ein mehrfaches bezogen auf die unbehandelte Oberfläche (Bild 1). Meist werden für die derart verbesserte Qualität von Verklebungen nach Plasma-Aktivierung vor allem zwei Gründe ins Feld geführt: eine bessere Benetzbarkeit der Oberfläche und Reinigung von Restverschmutzungen (veränderte chemische Zusammensetzung der Oberfläche). Umso erstaunlicher ist es, dass bei polymeren Thermoplasten wohl ein dritter Aspekt die möglicherweise wichtigste Rolle spielt: der Temperatureintrag während der Behandlung.
Die Benetzbarkeit der Oberfläche wird erhöht
Die Benetzbarkeit der Oberfläche gibt einen ersten Anhaltspunkt für die Wirkung der Oberflächenbehandlung. Sie kann leicht sichtbar gemacht werden, indem eine flüssige Testtinte [1] aufgetragen wird. Die mit der Plasmaflamme überstrichene Linie zeigt mit einer gewissen Spurbreite deutlich sichtbar eine erhöhte Benetzbarkeit (Bild 1).
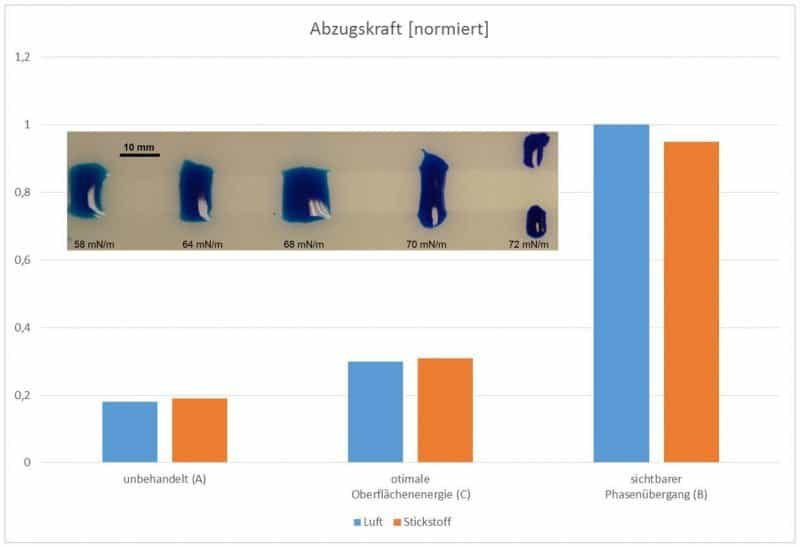
Auffällig ist dabei, dass ausgehend von einer unbehandelten Oberflächenenergie von ca. 40mN/m (Bereich C) die höchste Oberflächenenergie unmittelbar am Rande der sichtbaren Spur zu finden ist (Bereich B). Eine genauere Analyse über Kontaktwinkelmessungen, zeigt, dass die maximale Oberflächenenergie unter atmosphärischer Plasmabehandlung mit ca. 58mN/m erreicht wird bevor die Oberfläche eine sichtbare Trübung zeigt. Allerdings wird die maximale Haftkraft mit den eingesetzten Zweikomponentenklebern nicht in diesem Zustand maximaler Oberflächenenergie erreicht, sondern bei einer Bearbeitungsintensität bei der die Oberfläche bereits sichtbar verändert ist und die Oberflächenenergie auf ca. 52 mN/m zurückgegangen ist (Bereich B). Die einfache Betrachtung der Oberflächenenergie ist also nicht ausreichend um gezielt die Verklebung zu optimieren.
Verschmutzungen werden reduziert
Bereits kleine Spuren von Verschmutzungen können eine erhebliche Minderung der Verbindungsqualität beim Kleben bewirken. Um mit hoher Sensitivität und Ortsauflösung eine chemische Analytik der Oberfläche zu erhalten, bietet sich die Flugzeitmassenspektroskopie von aus der Oberfläche herausgelösten Sekundärionen an (Time-of-Flight Secondary Ion Mass Spectrometry”, TOF-SIMS).
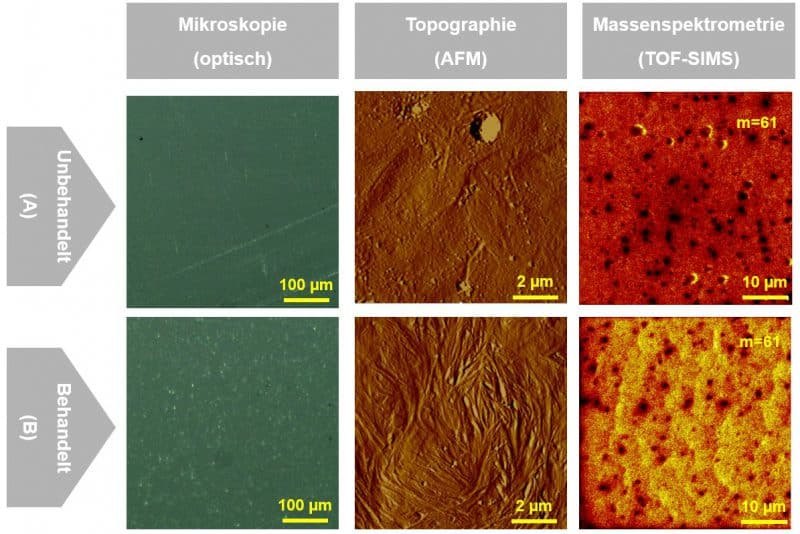
Auf der unbehandelten Probe finden sich neben den für POM charakteristischen Massesignalen (z.B. bei m=31, 61, 98) einige Verunreinigungen wie z.B. Natrium (m=23), Silizium (m=28) und Spuren eines Silikons (PDMS; m=147, 221 und 281). Nach Plasmabehandlung steigt die Intensität der für POM charakteristischen Massesignale und die als Verunreinigung interpretierten Signale gehen deutlich zurück. Dieser Effekt wird in Bild 2 exemplarisch für die Masse 61 gezeigt und auf eine Darstellung der vollständigen Massenspektren wird verzichtet. Sicher ist also: die Plasmabehandlung hat die Oberfläche effektiv gereinigt. Allerdings schnitten im vorliegenden Fall sorgfältig mit Lösungsmittel gereinigte Proben bei Zug-Scherversuchen nicht besser ab als die unbehandelten Oberflächen. Somit liegt der Verdacht nahe, dass allein die Reinigung von Restverschmutzungen nicht der zentrale Faktor sein kann, der die verbesserte Haftkraft nach einer Plasmabehandlung erklärt.
Ein Blick in die Literatur zeigt, dass der prinzipielle Beitrag funktionaler chemischer Oberflächengruppen bei der Verbindung von verschiedenen polymeren Materialien gut bekannt ist [2]. Oft wird davon ausgegangen, dass die funktionalen Gruppen an der Oberfläche den größten Beitrag zur Haftkraft zwischen Substrat und Klebstoff leisten. Es ist bekannt, dass diese funktionalen Gruppen durch atmosphärische Plasmabehandlung gezielt auf der Oberfläche eingebaut werden können [3] und so u.a. Oberflächenenergie verändern. Der quantitative Beitrag zur technisch relevanten Qualität der Fügung ist allerdings oft umstritten und schwer zu beziffern.
Wir beobachten allerdings kaum einen Unterschied in der praktischen Auswirkung auf die Qualität der Verklebung wenn der Plasmaprozess von Luft (mit 21% Sauerstoffanteil) auf Stickstoff umgestellt wird (siehe Bild 1). Auch ein Wechsel des Klebstoffs auf einen modifizierten Methylmethacrylatklebstoff ändert wenig. Daher ist es fraglich ob im betrachten Fall die Güte der Verklebung durch chemischen Oberflächengruppen dominiert wird.
Optimierte Verschränkung polymerer Ketten
Besonders aufschlussreich für die Frage, woher die verbesserte Haftkraft von Verklebungen kristalliner Thermoplaste nach einer Plasmabehandlung rührt, ist eine Betrachtung der Temperaturentwicklung während der Anwendung (Bild 3).
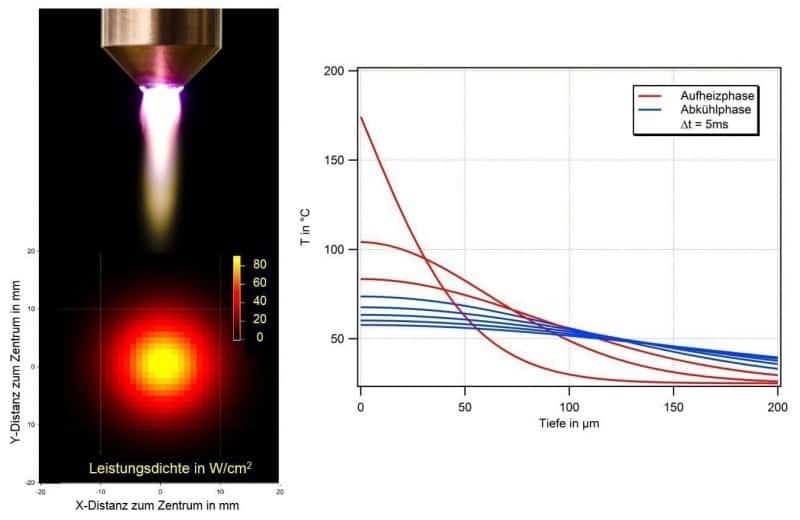
Die Temperatur der Substratoberfläche und der oberflächennahen Schicht wird bei den typischen Leistungsdichten und Überfahrgeschwindigkeiten der atmosphärischen Plasmabehandlung kurzzeitig erhöht [9]. Besonders interessant ist dabei die hohe Dynamik, mit der die Oberfläche aufgeheizt wird und dann wieder sehr schnell abkühlt. Bei Überfahrgeschwindigkeiten von 100mm/s können Heiz-/Kühlraten bei über 5000K/s liegen.
Ab einer bestimmten Schwelle wird damit in dieser Schicht die Phasenübergangstemperatur des Polymers überschritten. Allerdings sind sowohl Aufheizphase und Abkühlung begrenzt auf diese dünne Schicht und auf eine kurze Zeit. Damit bestimmt dieser dynamische Temperatureffekt das Schmelz- und Kristallisationsverhalten des polymeren Werkstoffes. Im Gegensatz zu einem aus der Volumenschmelze verfestigten thermoplastischen Polymer entstehen nun neue Phasengemische in der Nähe der Oberfläche.
Bereits mit dem bloßen Auge ist ab einer bestimmten thermischen Oberflächenbelastung eine sichtbare Trübung auf der POM-Probe zu sehen (siehe Bild 2). Der Grund hierfür ist allerdings nicht, wie vielleicht zu vermuten, eine Aufrauhung der Oberfläche; feine Unebenheiten wie z. B. Kratzer oder Punktdefekte werden durch die Plasmabehandlung sogar eher geglättet. Die feinen granularen Strukturen deuten auf eine Mischphase aus amorphen und kristallinen Bereichen hin, die aufgrund der schnellen Abkühlung eingefroren sind und damit in einer dünnen Schicht koexistieren [4][10]. Die optisch matte Erscheinung liegt an der veränderten Lichtbrechung und der daraus resultierenden diffusen Streuung. Deutlich ist auch in den AFM Aufnahmen eine Strukturänderung zu erkennen (Bild 2), allerdings bestätigen die Aufnahmen, dass die Filament- Strukturen, die nach der intensiven Plasmabehandlung auftreten nur einer vernachlässigbaren Aufrauhung von weniger als 0,2 µm entsprechen. Die granulare Struktur deutet auf oberflächennahen Sphäroliten hin, die typischerweise bei Schmelz- und unvollständigen Kristallisationsprozessen entstehen [10].
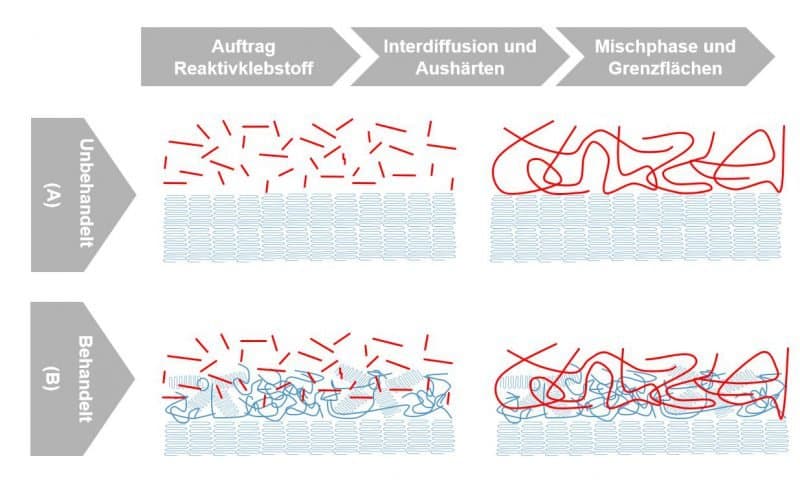
Aus der Literatur ist bekannt, dass die Diffusion von Komponenten mit niedrigem Molekulargewicht in der amorphen Phase erheblich höher ist als in der kristallinen Phase [5][6]. Wird nun auf eine amorphe polymere Struktur ein Klebstoff aufgetragen, der durch Polyaddition aushärtet, können vor dem vollständigen Aushärten die Monomere sehr gut in die offenen Strukturen des amorphen Polymers diffundieren. Die bessere Haftung, die mit Reaktivklebstoffen erzielt wird, beruht somit auf einer optimierten Verschränkung der polymeren Ketten des Klebstoffes mit den polymeren Ketten des Substrates (Bild 4).
Zusammenfassung
Durch eine Kombination von verschiedenen Methoden konnte am Beispiel des thermoplastischen Polymers POM gezeigt werden, dass bei Oberflächenbehandlung mit einem atmosphärischen Plasmabrenner ein thermisch induzierter Phasenübergang von kristallin zu amorph beobachtet werden kann. Dieser spielt eine entscheidende Rolle bei der Verbesserung der Fügeeigenschaften mit reaktiven 2K-Klebstoffsystemen.
Literaturverzeichnis
[1] ISO 8296:2003: Kunststoffe – Folien und Bahnen – Bestimmung der Benetzungsspannung, Beuth, Berlin (2008)[2] Firas Awaja, Michael Gilbert, Georgina Kelly, Bronwyn Fox, Paul J Pigram: Adhesion of polymers, Progress in Polymer Science 34 (2009) 948–968[3] Michael A. Lieberman, Alan J. Lichtenberg: Principles of Plasma Discharges and Materials Processing, John Wiley & Sons (2005)[4] Derek A. Hemsley: Applied polymer light microscopy, Springer (2013)[5] Michael Dröscher: Ordnungszustände in Polymeren. In: Chemie in unserer Zeit. 10, Nr. 4, (1976)[6] Tim A. Osswald, Georg Menges: Materials Science of Polymers for Engineers, Carl Hanser Verlag, München (2012)[7] R. L. Seliger, J. W. Ward, V. Wang, and R. L. Kubena: A high‐intensity scanning ion probe with submicrometer spot size, Applied Physics Letters 34, 310 (1979)[8] G. Binnig, C. F. Quate, and C. Gerber: Atomic Force Microscope, Phyical. Review Letters 56, 930 (1986)[9] Dr.-Ing. Dariusz Korzec, Dipl.-Ing. Dominik Burger, Dr. Stefan Nettesheim: Plasmaaktivierung von Rolle zu Rolle, Adhäsion Kleben & Dichten, Springer Professional, Ausgabe 03 (2015)[10] https://en.wikipedia.org/wiki/Crystallization_of_polymersAutoren
Dr. Stefan Nettesheim ist seit 2011 Geschäftsführer der relyon plasma GmbH in Regensburg. und als Physiker in die Technologieentwicklung eingebunden.(s.nettesheim@relyon-plasma.com)
Dipl.-Ing.(FH), MBA Stefan Reichlmaier ist seit 2004 als Geschäftsführer der Physical Electronics GmbH in Ismaning bei München tätig und auch für das Analysenlabor verantwortlich (sreichlmaier@phi-europe.com).
